





MBH has invested in a bespoke project designed to enhance the unloading process at its Blockleys factory. This machinery upgrade was necessary to improve the efficiency of the factory output, whilst accommodating sustainable measures to future proof its functionality and maintenance. Keller HCW, a worldwide operating plant and machine constructor for the ceramics and building material industry, were commissioned to work with the manufacturer through winter 2012 to co-ordinate the design. MBH has announced that the project will be completed on time and to the capital budget allowance.
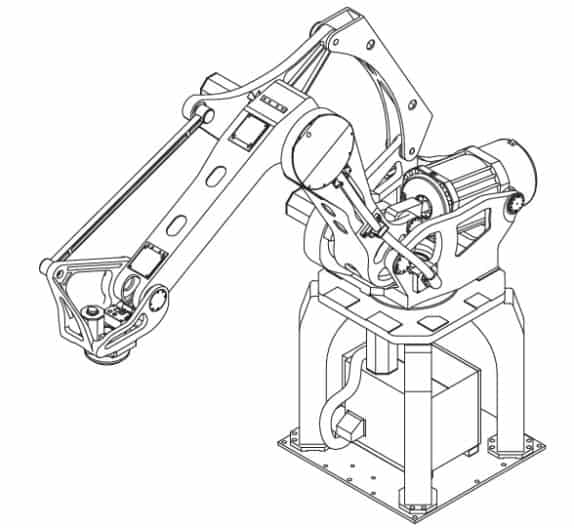
(Above) Isometric drawing of the M-410 used at Blockleys by FANUC Robotics UK Limited.
Keller HCW were appointed twenty five years ago to complete the installation and design of the original Blockleys plant. The existing unloading machines which consisted of four hydraulic pump units, had fulfilled their lifespan at the factory, assisting in the dispatch of over 500 million bricks.
Peter Sharp, Group Operations Director at MBH states, “With advances in sustainability and technology we have the knowledge and capabilities to enhance our brick making process. In the competitive clay marketplace, it is through flexibility of the manufacturing processes that we can respond quickly to market dynamics. Production speed, productivity and efficiency have been improved by this upgrade, without compromising quality, customer satisfaction or profitability.”
Reduced ecological footprint
Through the re-use of two existing Fanuc robots available from an adjacent decommissioned factory, MBH was able utilise its assets whilst reducing its ecological footprint. The robotic systems which only have five years service from a previous company plant, perform the de-hacking process, unloading bricks from the kiln car 25% quicker than the previous installation.
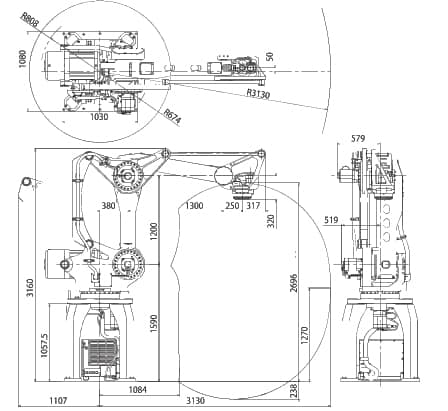
(Above) Orthogonal drawings of the M-410 series, the ideal intelligent solution for automation of palletising or de-hacking (the process of unloading a kiln or kiln car) systems. (Below) Fanuc robots in-situ at Blockleys.

Peter Sharp continues to explain the significant economical, social and sustainable improvements, highlighted through this modest investment at the Blockleys plant. “With economic pressures remaining high, we are proud to announce another installation in our rolling programme of capital investment. We specifically pursue efficiencies (recorded over a period of time) in the process and quality product care, for all of our brands. With continuous investment we have been able to commit to one substantial upgrade project per year dispersed across our group, which allows us to retain our ethos as ‘Britain’s Brick Specialist’s.
Technical excellence
Blockleys has a reputation for technical and functional excellence, with outstanding reliability and performance through the manufacture of a full range of standard special shaped bricks, purpose made specials and cut and bond specials to match all of our brick range. Only two years ago the kiln at this established factory was upgraded with higher output margins and the next stage is to address possible efficiencies at the packaging station, utilising two further recommissioned Fanuc robotic systems.
The flexible programmable logic controllers installed are maintained by Keller in Germany, allowing our team to monitor productivity. Through life cycle management and continuous analysis by our trained factory team we can concentrate our time on our existing workforce.
Immediate efficiencies
On the Monday after installation, we saw an immediate 25% increase in the speed of unloading the bricks from the kiln car, with further refinement an extra 10% is expected. The whole operation only took two Keller contractors and four of our maintenance team, two weeks to complete the project during the annual summer shut-down in July, preventing any effect to our production.
With a significant reduction in energy consumption of 83%, these two efficient additions have already proved their success. It also minimises the use and disposal of hydraulic oils through the reduction in machine components and improves other key health and safety benefits including a reduction in operational noise and elimination of working at height.
Sustainability principles
Our Blockleys factory has a modern layout with vital sustainability principles. The excess heat gained from the kiln is re-used in the driers to conserve energy. We also capture water at the clay pits to use in the production of our products. With this new upgrade we can ensure quality product care with more accurate and smoother motion, allowing the bricklayer to be the first individual to handle the bricks. This machine also has a 450 kilogram maximum payload capacity which provides enough strength to hoist larger objects, higher and faster. We are very pleased with the substantial benefits we have already gained through this installation.”
Blockleys produces around 24 million units each year all manufactured in accordance with the requirements of current British Standards offering total durability, frost resistance and nil efflorescence. Practical automated solutions have already shown a clear advantage through substantial speed increases and reduction in energy consumption at the Blockleys plant. As the rolling programme of investment continues at MBH the value of this evolving upgrade process reinforces its conscious effort for efficiency and flexibility.








